(3)每家印刷廠都是防偽整合大師
主講者╱黃逸民
淩雲科技設計總監黃逸民介紹該公司的防偽研發及應用,他強調每一家印刷廠都有核心能力做防偽整合技術。防偽印刷,多數人都有聽過甚至略懂,但真的被問起時又難以說明清楚,事實上每位印刷人都應該要熟悉防偽印刷,因為從防偽可以看到印刷的古今與未來。所謂「古」是幾乎被市場淘汰的技術,因為幾乎沒有人在做,因而產生了獨特的門檻;「未來」是非主流的新印刷技術或表現,同樣因其門檻而產生防偽性,但從中可以一探印刷未來可能的走向。
一、高門檻、易識別、獨一性
簡單來說,只要滿足「高門檻」、「易識別」、「獨一性」這三個條件的印刷,就具備一定程度的防偽,例如鈔票上大量使用的凹版印刷紋路,極少印刷廠能做此種細緻而浮凸的印紋,因而有高門檻特性;凹版的底紋指甲輕刮就可感覺出差異,因此非常容易識別;再者每張鈔票上變動號碼即給予其獨一的特性。
雷射標籤也是典型的防偽印刷,能開版製作雷射標籤的印刷廠非常少,因而從製版到成品需整廠輸出,有一定門檻;雷射標籤獨特光影變化效果,一看就能識別,不會和墨水印刷品混淆,因此具備良好識別性;利用號碼或QR Code等方式可以很容易達成獨一性。由此分析不難理解目前最主流的兩大防偽印刷技術就是凹版印刷與雷射全像術。
二、每間印刷廠都防偽整合大師
當我們把「高門檻」、「易識別」、「獨一性」從防偽領域轉移到整個印刷市場來看,赫然發現完全適用於所有印刷人,每間印刷廠不是都在追求高門檻的技術嗎?然而不能只是高門檻,印刷出來的成品必須要讓消費者非常容易識別,一眼看過去就能感覺出顏色與質感與眾不同,少量多樣化就是獨一性最適切的表徵。如果每間印刷廠都以防偽所追求的目標為標的,勢必能打造印刷領域的另一高峰。
以光柵變圖(Lenticular)為例,此技術在印刷界已非常成熟,而印刷人不斷追求高門檻與易識別的特性,進而推出具立體景深效果的光柵表現,這不僅是設計上的突破,也必須提高印刷製程的精準度,難度相當高。然而防偽其實也在同一個脈絡中,當市場上Lenticular的印刷品大量流通後,防偽領域就走向微透鏡陣列(Microlens)的表現,其原理非常相似,但相較於Lenticualr單向的轉動表現,Microlens可以做出上下、左右轉動各不同的複雜變化,而且其細緻度已達手摸無觸感,近似上光霧膜的質感。
由此案例不難理解,防偽印刷與消費性印刷是一脈相承,某些時候防偽可能預測未來印刷的走向,事實上Microlens微透鏡陣列的表現法已經有用在Johnnie Walker包裝盒的實例。
三、不藏私才有整合可能性
整合,這兩個字經常被掛在印刷人嘴邊,尤其在台灣獨特的印刷生態中,多數的印刷廠都無法獨立整廠輸出,而需仰賴如「印刷一條街」這樣的聯盟文化,在這樣的環境下,整合能力非常重要,但要確實做到整合,每間工廠對彼此的熟悉程度要夠深刻,否則只會落在紙上談兵的階段,無法開創出獨特的產品。
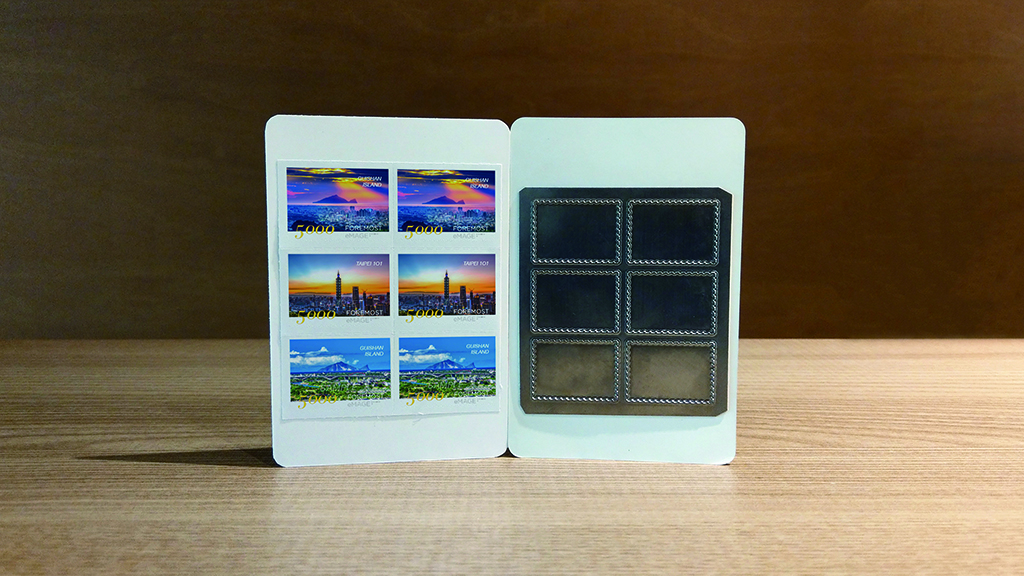
雷射閃卡是卡牌印刷領域很常見的產品線,多數的雷射閃卡是用公版雷射卡做彩色印刷,然而公版流通量大了以後,其價值也相對容易廉價,因而在追求高門檻的過程中,逐漸發展出「彩印定位雷射」,這種彩色二次追印雷射圖案的成品相當吸睛,但傳統印刷機很難做,因為傳統印刷機每一色座分開,加入定位的電眼公差後,套色不準會讓成品品質大幅下降。因此這種高端的印刷品必須整合數位印刷的技術,我們知道有些數位印刷的機構是將所有顏色都先印刷到一轉印皮帶上後,再全部顏色一次對位,追印到被印物上,因而就不會有對位影響套色精度的問題。
一般數位印刷都著眼在少量多樣、容易操作,而沒有留意到這樣的技術細節竟對雷射定位追印有這麼關鍵的意義,要能夠整合「全像」與「數位印刷」做出高門檻獨一性的產品,我們必須對彼此間的技術有非常深刻且深入的了解,這才是整合最有價值、也最困難的地方。
四、印刷在這錙銖分毫之中,耗盡生命,淬煉在藝術之中
台灣的印刷界,若能發揚防偽追求高門檻、易識別與獨一性的目標,並且凝聚起一致對外的整合力量,某種程度必定能引領全球印刷的走向,印刷人需有全球觀,無需妄自菲薄,但前提是要能全心投入,彼此互相合作,這條路必定是非常艱辛,印刷人總是為了那1條2條的差異,一道道環節永無止境的測試,但相信總會留下足跡的!
●TIGAX 22門票加入淩雲科技防偽底紋設計,其細紋無法透過複印再現TIGAX隱形字
(4)我們印刷你的世界:柯尼希鮑爾致力於印刷所創造無限可能
主講者╱傅皇銘
台灣柯尼希鮑爾公司高級銷售經理傅皇銘,分享科尼希鮑爾集團(Koenig&Baue)數位化創新及各項印刷解決方案的最新技術。「We Print Your World」,你每一天的活動接觸到的產品都與科尼希鮑爾集團習習相關。科尼希鮑爾集團的創辦人之一Friedrich Koenig,於1814年於倫敦建造第一台蒸汽驅動圓筒印刷機;1817年兩位創辦人Friedrich Koenig和Andreas Bauer於維爾茨堡成立第一家印刷廠開始,2017年歡慶200週年;2021年因應數位化、可持續性和模組化趨勢,科尼希鮑爾集團研擬「超越印刷」戰略,不只提供全新的RA105/RA106平版印刷機,也積極推廣數位印刷、瓦楞紙版印刷、柔版印刷等不同的包裝領域。
科尼希鮑爾集團,全球擁有5,400名員工,有10個生產基地每年生產出相關產品行銷全球,全球超過231個服務據點。在產品區分有三大領域:數位和轉輪解決方案、單張紙解決方案、特殊運用及安全印刷解決方案。
一、數位和轉輪解決方案
主要包括報紙、裝飾和層壓板、瓦楞紙板、軟包裝等方面。RotaJET VL系列是工業噴墨印刷機首屈一指產品,生產速度可達每分鐘150米,是市場上性能最佳的噴墨數位印刷機之一。產品區分為RotaJET 168,包含1,300∼1,680的紙幅寬,與RotaJET 225範圍更廣,最大紙幅能夠達到2,250mm,是科尼希鮑爾集團RotaJET系統的頂級型號。RotaJet L一系列紙幅可從770mm∼1,380mm,最快生產速度可達每分鐘270米,提供1,200dpi解析度,為高印量噴墨印刷機,可實現1/1與4/4的正反同步印刷,也可提供4/0單面的包裝印刷,運用的範圍相當廣泛。
CorruJET瓦楞紙板數位印刷機,提供1,700/2,100mm的進料幅度與厚度可達0.8mm的工業噴墨印刷機,它的生產速度達到每小時6,000張,推升瓦楞紙板數位化的契機。CorruFLEX與CorruCUT高速紙板連機輪轉模切機為同步研發,其最新技術、功能及簡單而直觀的操作,將帶來獨一無二解決方案。CorruFLEX專門使用於高效生產具有最高柔版印刷質量的後印瓦楞紙板;CorruCUT專用於對瓦楞紙板進行高效模切外,還具有實現最高柔版印刷質量所需全部技術功能。
EVO XC、XD、XG一系列柔版印刷機配置,可從8至10個印刷色座與每分鐘400米至500米的生產速度,從軟包材、薄紙和卡紙印刷與組合式印刷生產線,提供多樣的產品組合。例如全新設計的乾燥烘道,熱風同時從印刷料道的上下方吹送,可在高速印刷下,透過提高氣流速度和熱風溫度來加快油墨乾燥,進而實現真正的水墨印刷。
二、單張紙解決方案
利必達(Rapida)一系列包含了利必達76、利必達105/106,到全張機利必達145/164印刷機,涵蓋市場所需的印刷幅寬,而做為市場技術的領導者,全新一代的利必達105已於該年6月在台灣客戶端安裝完成與交機生產,從輕量的紙張到紙板厚度最高可達1.2mm與塑料印刷,可處理如此廣泛的印刷材料。
VariJet 106是單張紙數位平版印刷機最佳方案,從飛達的進紙、紙張預塗、7色數位印刷後連機上光,提供0.2∼0.8mm的印刷厚度,最大紙張1,060×750mm,實現短單與可變印紋的單張紙數位包裝印刷的解決方案。
而創造性思維和數位化結合,轉化為新的客戶體驗和創新服務。印刷機每天可提供20,000到30,000個單獨的操作數據,如何獲取有用資訊確保最終生產力,並最大限度提高印刷機的可用性,透過APS流程解決方案-Job Optimiser,結合前端MIS系統與後端自動化流程,來推動數位轉型實現工業4.0自動化生產。
三、特殊應用及安全印刷
包含紙幣、有價證券防偽印刷;鐵盒、鐵鋁飲料罐的印刷、到玻璃瓶、化妝瓶等等的特殊印刷,科尼希鮑爾集團一樣致力於多樣性的包裝印刷發展。
科尼希鮑爾集團的產品所能應用的承印物包羅萬象,從紙幣到紙板、鋁箔、金屬板和玻璃製成的包裝,再到書籍、展示、標籤、裝飾、雜誌、廣告和報紙印刷,經由上述的各式各樣、不同產品承印物的組合,與你的每日生活習習相關。
(5)後疫情時代數位印刷的趨勢
主講者╱陳佑先
立普樂企業特助陳佑先指出,立普樂是日本Duplo在台灣的總代理,專業經營文件自動化處理系統及商業印刷後加工自動化設備,例如:釘摺、膠裝製本系統、自動裁切壓痕系統及自動UV局部上光系統等。豐富的產品線及產製能力,能提供不同需求業者,以滿足數位印刷時代講求快速、少量、客製化的趨勢。
數位列印可減少人力、無須複雜技術,且起印耗損少、無須製版,可快速反應工作等優勢。HP Indigo在永續、環保、產品創新及工業4.0的結合,面對未來危機更具備適應力。立普樂作為HP Indigo張頁式數位印刷機的台灣全新夥伴,將以豐富多樣的應用樣品,為參觀者展出HP Indigo數位印刷機強大多元的應用層面,並帶來無限商機!
一、疫情衝擊全球商業市場萎縮
受到史無前例的疫情衝擊,全球各產業皆難逃其影響,整體商業市場在2020年萎縮了4.3%,甚至比2009年的金融海嘯嚴重了3倍之多。而原本就已經在逐年萎縮的商業印刷市場更是大幅度的萎縮20%。然而HP Indigo的B2印刷量卻是在2021年創下歷年新高,在2021年疫情稍緩的V型反彈中較市場平均高出了6倍之多。這樣的數據其實是反應了兩點:(1)數位印刷已是更確定的趨勢。(2)HP Indigo的使用者面對環境變化更具反應能力。
二、原本就在發生事加速推進
消費者行為的改變、分眾化的市場、電商發展等等原本因時代及數位化媒介而產生的趨勢,因為在疫情的催化之下,更加迅速發展並且深化。電子商務在零售業的佔比從過去10年緩步成長至15%左右,單在2020年就近翻倍成長至近三成的比例。這樣的改變也進一步影響印刷行業,快速交貨、線上下單的習性也延伸到印刷商品上,讓印刷業者必需用更具彈性及快速的作業方式才能滿足客戶需求。
三、各種成本不斷加高、產品多樣性,數位印刷更能提供輔助
印刷業已是成熟且傳統的產業,從業人員的平均年齡、各種傳統製程的成本皆逐年提高,然而「短單」(<1000件)的比例在過去10年成長三倍,只會讓傳統印刷業者面臨更多成本和收入問題。數位印刷無版、操作簡便等特性便是在面臨這樣趨勢下的優勢,讓業者能用更數位化、低人力的作業流程,簡化產品生產過程,更能抓住客戶各種需求。
四、走出第一曲線的高原,往第二曲線的上升邁進
印刷業即便是一個日漸縮小的產業,但其中的質變卻是不斷發生中。尤其是在數位時代當中,印刷需求仍存在,卻是走向更多樣、少量的道路。但也正因為多樣,更有機會讓業者創新及創造價值。傳統印刷及數位印刷的並存其實是一個很好的模式,將客戶需求、產品做分流,用適合方式進行生產才能更符合成本的效益。Duplo Taiwan及HP Indigo聯手,就是希望能在這樣的數位轉變當中,為業者提供一個從印刷到後加工的全面解決方案。
●由Duplo Taiwan及HP Indigo聯手,為業者提供一個從印刷到後加工的全面解決方案
(6)台灣四百年印刷史初探
主講者╱陳政雄
TIGAX執行長、印刷人雜誌社發行人陳政雄介紹台灣400年(1624∼2024年)印刷史,陳執行長表示台灣有史400年,印刷傳播扮演要角。十六世紀西歐人利用風帆開啟大航海時代,其以簡單風帆及索具,乘風破浪來到三大洋探險,回去後所測繪海圖,以凹版雕刻成圖再印刷上色,成為西方世界在十六、十七,甚至十九世紀對東方外擴依據。台灣Formosa在十六世紀入西方版圖後,1624年荷蘭人佔領台員,向中國、日本及東南亞做貿易轉口,並生產稻米、蔗糖、鹿皮、樟腦外銷,1634年左右將台南新市西拉雅族語拼音,印成傳教用聖經、福音書,鞏固治權。
另一方面,1626年西班牙由菲律賓北上占領雞籠和平島,天主教也引進馬尼拉木刻技術印刷漢文聖經來台傳教。明朝文人沈光文1652年漂流來台,開啟漢學教育,直至康熙年間。1661年鄭成功攻台、1662年荷人投降,陳永華將軍創孔廟明倫堂,為全台第一個官辦學府,應用木刻水印,在明鄭官府及民間開始印刷書籍、曆書。1683年施琅攻台明鄭滅亡後,書院書籍大多由福建、廣東供應,台灣本土只有小型宗教印刷,1821年台南松雲軒出版印刷佛經、道藏、善書、醫書等,有100年以上歷史。1880年長老教會由英國捐贈印刷、排版、裝訂設備,由巴克禮牧師開啟台灣西式教會出版工作。
1868年明治維新後日本全面西化,1895年台灣依馬關條約割讓日本,這些現代文明也相繼傳入台灣,例如報紙、活字版、石版印刷,在1928年全台以活字版為主的印刷廠約有176家。1945年日本投降,國民政府領台,一年半後發生二二八事件,報紙、出版凡有批評聲音者及菁英份子死傷狼藉,白色恐怖延續四十年才解嚴,出版及傳媒在黨、特工的控制下求生存。1949年國府敗退台灣帶來上海排版方式,1960年美國協防台灣經濟才見起色,1970年代十大建設帶動台灣經濟活力,活版完全被平印、彩色化取代。因為形形色色外銷包裝,及大量教科書需求,帶動彩色化平印量產,1980年代十年間用紙量有四、五倍成長。
1990年前半為台灣印刷發展黃金期、四色機高速生產,後半卻因廠商西進中國形成產業空洞化。印前由手工拼版改DTP,不只頁面整合,也拼組大版整版輸出,2005年CTP取代底片輸出,成為十分通用單純印前科技,有CIP傳訊的印刷機,加上高度數位控制印刷生產,使平版印刷一時間難被雷射、噴墨列印所取代。1995年由台灣發想開始的網路合版印刷,開啟小印刷廠成為前店,後送合版廠印刷模式。台灣為科技之島,網版印刷也居中扮演十分重要的材料分佈角色,網版在裝飾、電子、光電、通訊及太陽能產業廣泛應用。噴墨技術應用於大圖列印,在精緻列印外,大量傳媒及包裝產業抬頭時,噴墨及數位切割也逐步發展。
從1624年至2020年間的臺灣印刷近代史,洋洋灑灑寫下超過70萬字,雖然仍無法完整陳述龐雜的臺灣印刷史脈絡,但筆者用心撰寫這份作品初衷,自始至終並無改變。印刷的演變與歷史已將近一千多年,即將來到的2024年,是臺灣進入有文字傳播以來的第四百年,期盼此著作《台灣四百年印刷史》能與印刷產業一同邁向下一個四百年。
●大明中興永曆二十五年(西元1671年)大統曆封面,為台灣最古存的印刷品