希望能把自己在職場的經驗透過專欄方式不定期將印刷相關知識與印刷界朋友分享,經過思考後未來將分幾個主題來做經驗分享,例如在印刷技術上常碰到一些問題發生原因與解決的方法,另外有關綠色、 環保及碳盤查等印刷議題
在我多年的職業生涯中,我深深地體會到了工作現場的重要性,落實日本精神之神稻盛和夫現場有神明的精神!工作現場不僅是我們實現職業目標的基礎,更是我們個人成長和發展的重要場所。
現以上光作業經驗來談一些基本的知識,在包裝印刷中上光作業是一項基本且重要的工作,尤其在環保議題受重視,許多品牌客戶要求印刷品不採用貼膜作業而以上光方式取代,而上光方式主要分為印刷機座油墨上光或上光座的水性上光,上光又分亮光與消光居多,而有些客戶要求介於亮光與消光之間,稱之平光。現分享探討如何維持上光座上光的穩定性與作業標化,首先要先了解對影響上光品質的主要因素有那些?上光油的流速及網紋輥的規格及如何判作業的標化,科學方法就是要有相對的儀器來做檢測,如上光油的濃稠度是以流速量杯做量測依據,上光油膜厚主要是以網紋輥網線數來控制,一般常見是使用60及100LPC兩種規格(有些是以BCM代表網紋輥載墨量),而在印刷品上光結果以光澤度計測量為標準。印刷品上光效果除了光澤度判定品質外,有時還要被要求耐磨度(此議題另外在陳述)。
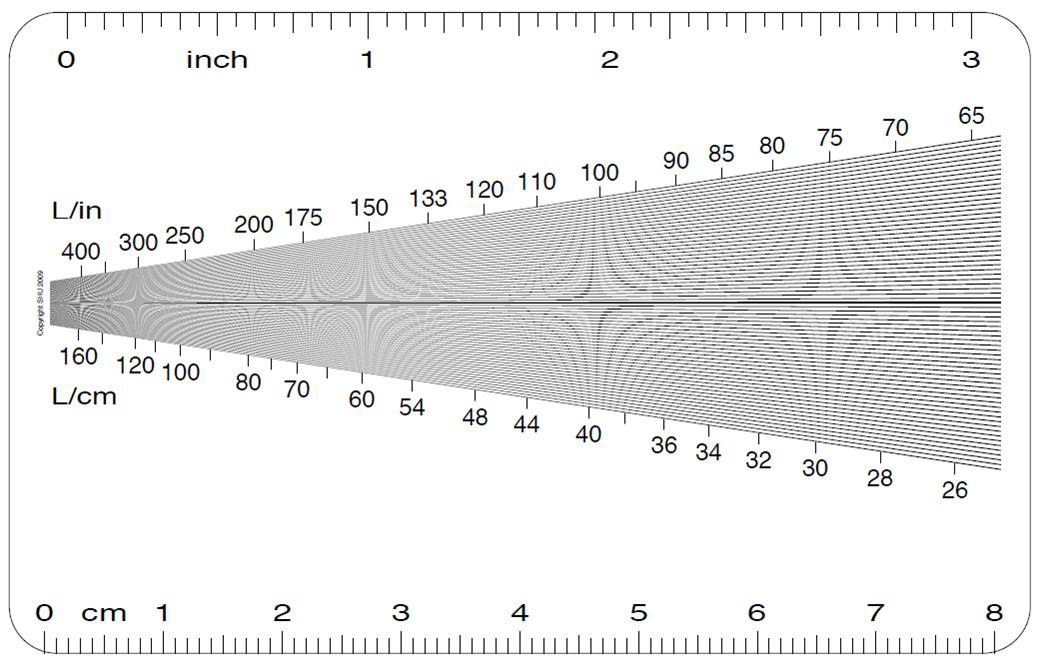
**註解:連線上光作業標準化需要的三項基本工具(如附圖),測量網紋輥線數檢測片,測量上光液流速量杯,檢查印刷品光澤度的光澤度計。建議先從公司內部標準做起才能維持一定的上光品質。**
印刷機上光又分普通水性上光及UV上光,而UV上光又可以做更多效果的表現,如互斥油(又稱逆向油)邏輯光紋效果。印製互斥油邏輯紋效過控制品質在實務要求上會高,需要了解更多的實驗參數與實驗測試。(下回再來分享)
總結一下:工作現場的重要性首先體現在它的實踐性和真實性。在這裡,我們不僅要面對具體的任務和問題,還要應對各種不確定性和突發情況。這種真實的環境迫使我們不斷學習、思考和應對,從而提升我們的能力和素質。例如,在眾多印製過程中,曾遇到了一些技術的難題。在現場反復試驗和思考後,最終找到了解決方案(最佳化),這讓我們深刻體會到了工作現場的價值和意義。