Esko(艾司科)於去年9月15~18日參加TIGAX台北國際印刷機材展,並展出由慶大企業社斥資添購的Esko最新柔印專利技術LED UV正背曝光機XPS 5080,雙方並在去年9月17日舉行簽約儀式,現場由慶大企業社董事長鄭世仁、總經理鄭大慶帶領該公司重要幹部參與熱鬧的開香檳剪綵活動,慶祝為台灣柔印市場客戶提供更上一層的高品質及服務。同時也邀請TIGAX展會執行長陳政雄為這場活動致詞,為致力於柔印產業的Esko站台及分享喜悅,也讓此次簽約儀式大放異彩、圓滿成功!
柔印技術和相關配套一直在不斷的創新和完善,隨著柔印產業的發展,生產運營工廠凸顯出柔印技術人員的匱乏和技術資料的缺失,Esko一直不斷研發並創新印前技術,包含硬體製版設備的升級及印前軟體、網點的精進與創新,再到自動化校正印前製版和印刷系統PCW,易用上手,希望能在實際生產中幫助產業技術人員解決問題。在柔印的生產過程中,網點技術扮演了一個極其重要的角色,只有在網點控制後才能夠控制色彩。最新柔印技術專利的正背曝光機XPS,已經證明能為客戶提升更高的品質及更佳的平頂網點,而且還曾經榮獲FITA、FlexoTech、EFIA、Intertech Technology、Reddot Design等各項類別大獎。
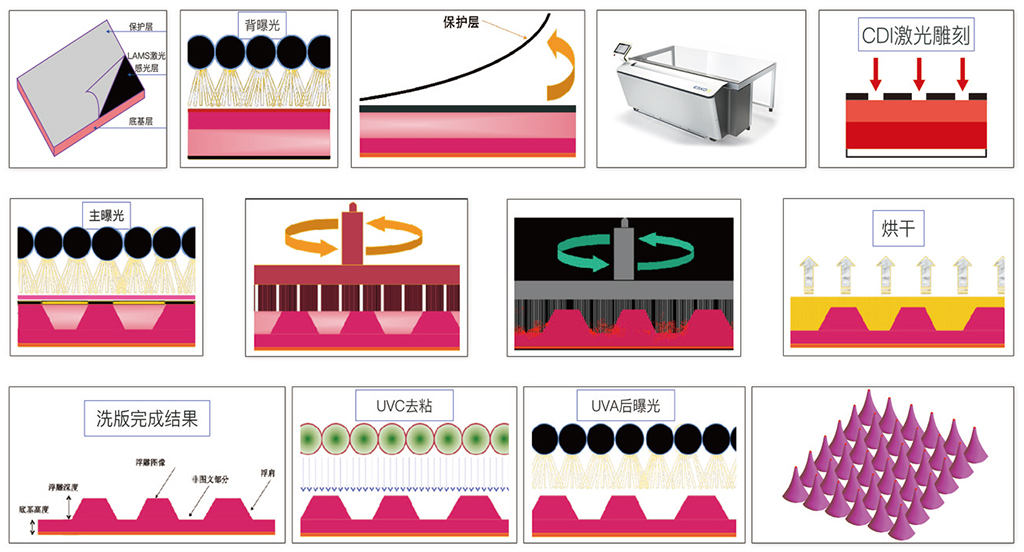
●柔版製版的工藝流程,是一門具備專業的高深學問
柔版製版標準化參數控制
柔印以環保的印刷方式為特點,在中國及全球越來越受廣大包裝及標籤印刷企業青睞,而其印刷材料的廣泛性基本適合現有大部分的印刷材料,而且印刷速度和穩定性是其它印刷方式無可企及的。但是作為柔印最至關重要的環節製版之標準化參數控制卻鮮少有人談及,本文將重點在製版環節進行講解。
首先,我們需要了解柔版製版的整個生產流程有哪些重點和設備,了解整個作業流程,這對印前製版的技術人員來說不是什麼難題,所以作業流程之說明本文就不再詳細講解,具體的生產流程參考圖1所示,而其標準化參數控制就是依據圖1,按照順序進行展開說明。而本文主要涵蓋的重點見圖2所示,本質上就是從來料驗證、儀器規範、設備校正驗證、製版曲線、修圖補網…等十個環節進行詳細說明。
一、儀器
對此需要整理一下整個製版標準化控制所需要儀器,見圖3所示,包含所有需要的測量儀器,除了柔版3D立體測量不是必須品外,其它基本缺一不可,後面進行講解時全部都會用到。
...