根據2019年藝術家出版社《家庭美術館/綠舍.創型.莊世和》書中,莊世和回憶他1933年就讀潮州公學校三年級時看見同學帶來一本《少年俱樂部》畫刊中的彩色圖版令他著迷,於是將自己的零用錢儲存購買《日本少年》、《少女俱樂部》、《少女之友》等來自日本的兒童畫刊,其中《日本少年》當年是由川端龍子設計封面,並且邀請竹久夢二插畫,由此可見日治時期的畫刊對於兒童美感經驗的影響;另外2020年由文化部指導、中華民國美術設計協會籌編、大計文化事業公司執編出版的《台灣百年視覺設計》蒐錄在1915年紀事的設計作品《臺灣少年》封面明顯就是受到川端龍子繪製《日本少年》的畫風影響;同書1919年設計作品則有臺灣婦女同好會發行的《婦人家庭》封面設計,非常明顯是典型的「夢二式美人」,或是受其影響的畫風;畫面中仕女的五官及其穿著條紋和服,以及前後背景構圖都可以在竹久夢二《宵待草》樂譜、《婦人クラブ》封面人物穿著相似,不知這跟1915年在日本擔任「婦人之友社」雜誌《新少女》繪畫主任職務有無任何相關呢?總之,竹久夢二的「大正ロマンス」(大正浪漫)確實是有影響了當年的臺灣流行時尚雜誌。
無獨有偶的是李叔同的學生豐子愷(1898~1975年)也在光復之初1948年來過臺灣,他是深受竹久夢二筆法及畫風影響;豐子愷1921年遠渡日本正值「大正時期」,此一時期的日本深受西方文化衝擊,產生「大正浪漫/大正ロマン」的審美風潮,反映了明治維新之後吸收新時代的思想和兼容東西文化的精神。豐子愷提到在東京舊書攤上找到1909年洛陽堂出版的竹久夢二第一本作品集《夢二畫集-春之卷》,深深為夢二採用毛筆簡筆速寫,具有東方美感與畫面詩意所折服,豐子愷甚至在《繪畫與文學》書中直接表明:「人類社會的組織,真是可詛咒的鸎,這寥寥數筆的一幅畫,不僅以造型的美感動我的眼,又以詩的意味感動我的心。後來我模仿他,曾作一幅同題異材的畫」。由此可見豐子愷受到竹久夢二影響深遠,之後展開《子愷漫畫》的創作,也在近代中國藝術界開枝散葉。2018年豐子愷國際文化協會舉辦《詩韻:當豐子愷邂逅竹久夢二》展覽,並出版畫冊紀錄兩人的藝術共鳴。
豐子愷於1948年9月27日~11月28日偕同女兒來台灣旅遊,曾經遊歷臺北、草山、阿里山、日月潭等地,並且繪製了〈阿里山雲海〉、〈最高猶有幾枝青〉、〈杵影歌聲〉、〈南國佳人〉、〈高車〉、〈四時不謝之花〉、〈馬路牛車〉、〈鳳梨〉、〈流動飲食店〉、〈臺北雙十節〉等有關在臺灣親身體驗的南國風情與截然不同的生活景象,有關豐子愷與臺灣設計發展的關係及影響,還有待後續更多的研究。不管是日本時代末期的竹久夢二,或是光復初期的豐子愷兩人都曾經前來台灣,對於臺灣美術設計有所啟發的作用或帶來直接或間接的影響,其中有近年由中華民國美術設計協會輔導理事長林文彥教授所挖掘出來新的設計史料,是國民政府來台時久居高雄的陳一金(字子英,生卒年不詳),擅長以毛筆繪製反共政治宣傳漫畫,其筆下人物、場景之畫風與豐子愷技法極為形似,甚至毛筆書寫的字體也極為相似,其作品大多發表於《自由青年》、《海風月刊》、《今日大陸》等軍方或政治類相關雜誌,他將豐子愷反映生活底層的人性關懷,轉為政治意識的宣傳漫畫,由此可見受制於政治威權而凌駕藝術專業的創作表現;從竹久夢二、豐子愷、陳一金所深掘出來更多的設計史料,再將三者由單點貫穿成線,建構前面所言「設計的前後左右」的臺灣美術設計發展脈絡。(見圖13、14、15)
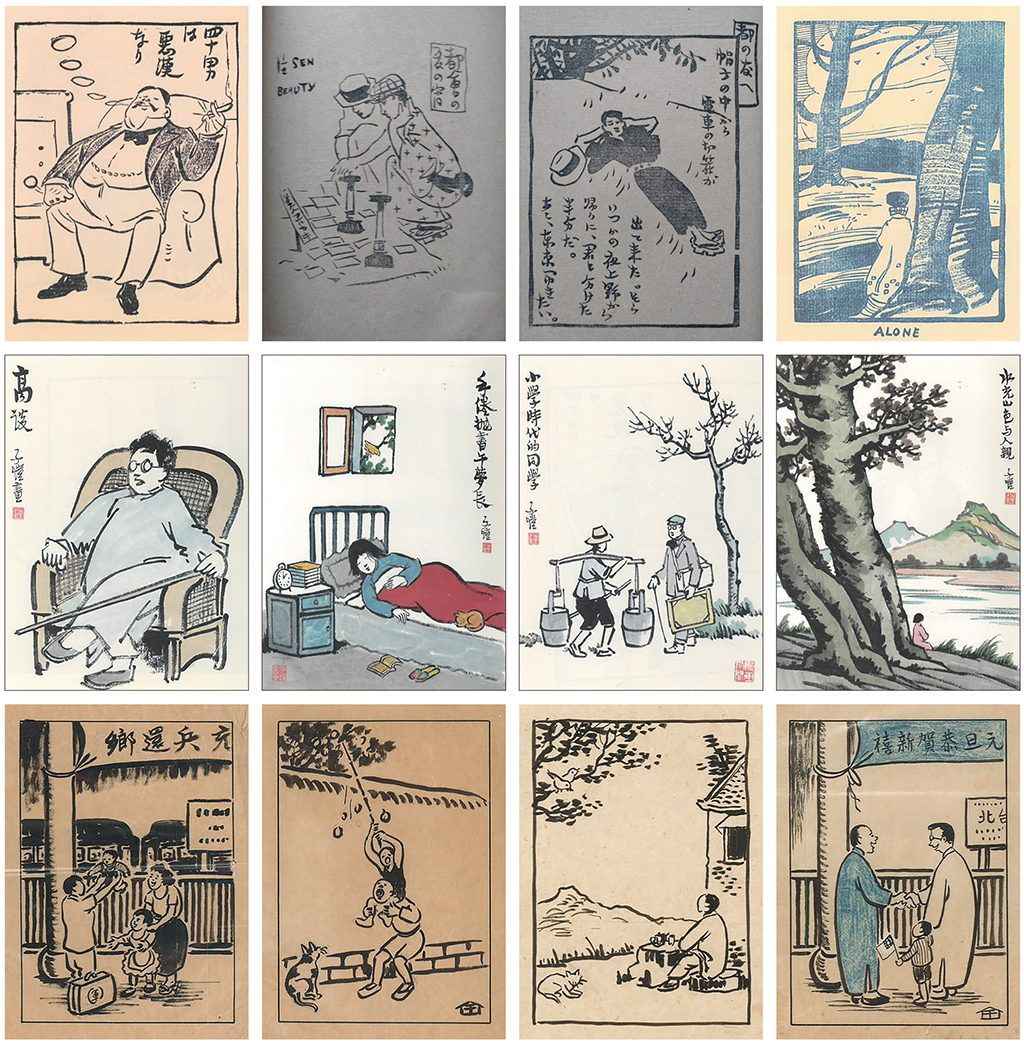
●上排圖13為竹久夢二之作品、中排圖14為豐子愷作品、下排圖15為陳一金作品
臺灣設計的前後左右
1895至1945年臺灣在日治時期五十年之間,鹽月桃甫、竹久夢二、立石鐵臣三人是臺灣設計發展具有重要促進作用的代表性設計師,若是從上述三人位處主要性「關鍵核心」的第一圈的設計史實與史料,然後再擴及到與其相關性「前後左右」的第二圈設計互動與影響,則鹽月桃甫與石川欽一郎、木下靜涯(1887~1988年)、鄉原古統、中村地平(Nakamura Chihei,1908~1963年)形成一種團塊,而中村地平又與中川一政(Nakagawa Kazumasa,1893~1991年)形成另外一種長期合作關係,而促成中川一政設計了多本與臺灣主題有關的書籍裝幀;因此從單一設計師延伸出來前後左右關係或是系譜脈絡,鹽月桃甫可謂是日本在台設計啟蒙的奠基者。
...