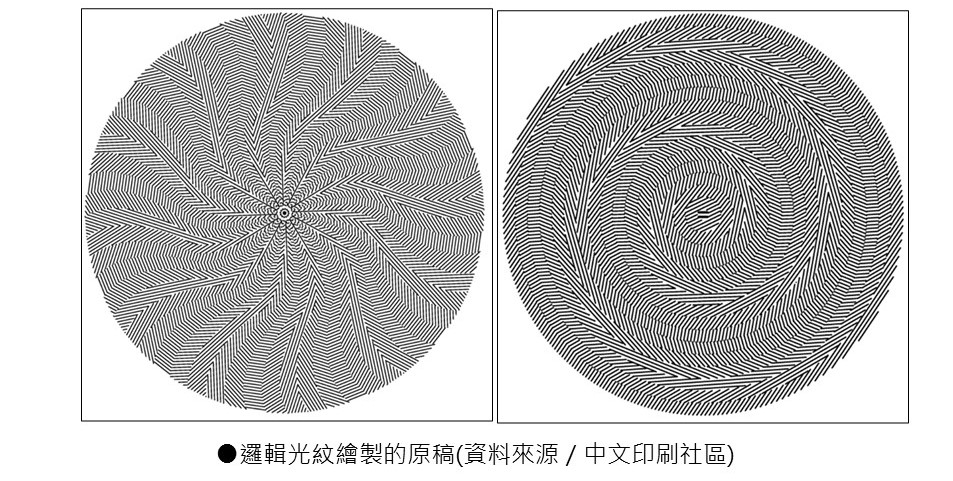
關於承接上回的水性上光,我想要延伸討論UV上光油與印刷機座印製互斥油墨所產生的特殊效果。這在我們接觸的不同印刷品中已經屢見不鮮。事實上,我們發現邏輯光紋效果在設計中被廣泛採用,那麼,到底採用哪種印刷方式來完成呢?
印刷技術的進步非常快,我們常說先印先贏。現在,設計師常常會參考別人印刷過的作品,希望自己設計的稿件也能達到類似的效果。對於已經印製過的印刷品,因轉單後要求相同效果的情況也時有發生。然而,由於大部分影響顏色或效果的因素太多,在此我們僅對邏輯光紋提出一些看法與經驗分享。
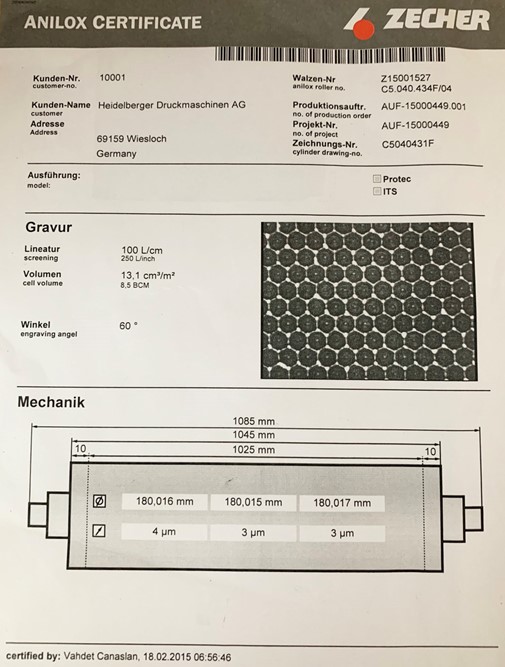
為了表現邏輯光紋效果,常見的方法包括金屬凸版加熱壓印(可參考康寶興光影科技股份有限公司)、網版印製(可參考山水彩色印刷印製樣本)、樹酯凸版互斥加上光方式、數位噴墨邏輯光紋效果及本文要詳述的平版UV上光加互斥油效果。一般來說,為了得到更好的邏輯光紋效果,我們建議使用光銀等金屬椱合材料作為印材料。為了完成此類設計,最佳建議的印刷機設備為6色機或7色機加連線上光UV印刷機。設計時,通常會先印白色墨(UV燈先照射乾燥)+4色+互斥油+上光油墨(產生排斥效果),最後在UV照射完成互斥邏輯光紋效果的印刷品。
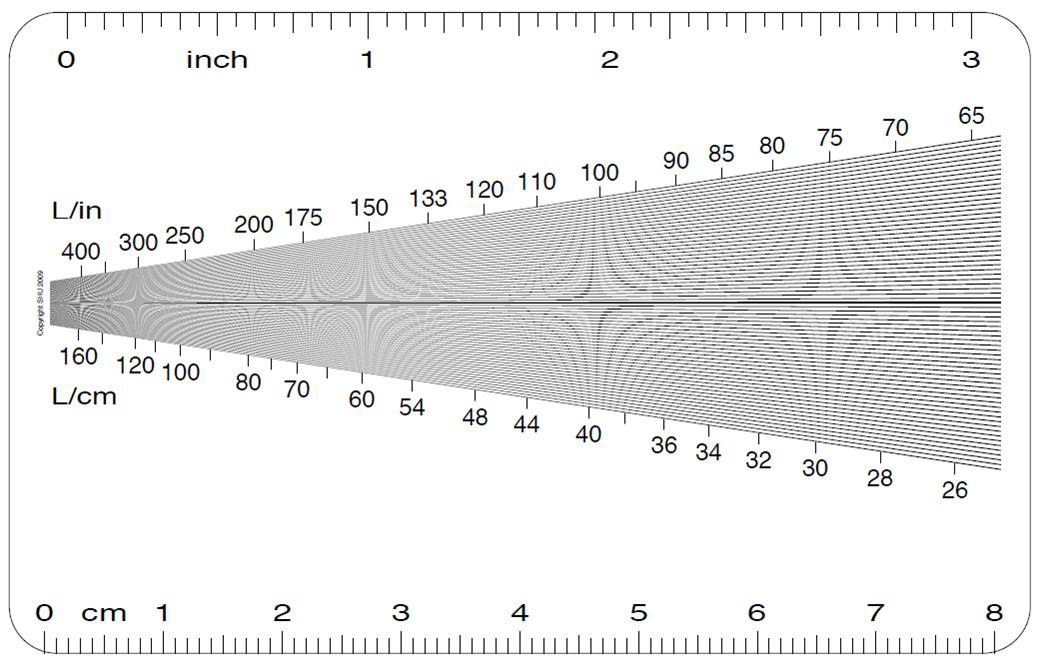
這種邏輯效果需要注意幾項有關後加工產生的問題。當互斥兩種油產生迭加後,其表面張力(達因數)會很低,假如需要做燙印、黏貼或數位噴印可能無法加工,因此就必須閃掉互斥油的地方。因此在設計時,我們需要清楚所有印製的流程。在包裝盒印製時,也要避開糊地(一般處理方式是上將光座的橡皮要挖掉,避開油墨,這樣每次都要使用新的橡皮布,可以印完後保留,下次印或相同的刀模都可以使用)。邏輯光紋效果品質控制的關鍵在於邏輯光紋設計稿的線條粗細與週期、使用網紋輥的線數規格、互斥油墨印製的厚薄(但是透明墨很難用儀器量測)、上光油的流速(長版印製時間也會改變黏稠問題)等。
因此品質要維持一定允收標準,除了要訂立作業標準外,還需要加上操作者的實務經驗。在訂出內部標準前,要做許多參數的測試。在客戶導向的印刷業中,所謂的標準應以客戶是否接受為標準。對於互斥邏輯紋效果完全依客戶喜愛為準。因此,印刷廠就必須知道如何控制不同的印製參數,從原稿的繪製參數加網紋輥線數的選擇都有一定規範才能符合客戶能接受的品質。表是我們用以往測試的參數提供一些參考數據,每家印刷廠都會建立一套自己的標準與方法。